1. パウダータイプ(銅撚線どうしを溶接する場合の例)
(1)溶接用工具
イ、クランプ
ロ、モールド(CC5L型)
ハ、フリントガン(点火具)へ、点火剤
ニ、テイカウエルド®・パウダー
ホ、ディスク
ロ、モールド(CC5L型)
ハ、フリントガン(点火具)へ、点火剤
ニ、テイカウエルド®・パウダー
ホ、ディスク

(2)準備および銅撚線の挿入
施工前にバーナー等でモールド全体を予熱して下さい。溶接不良の原因となります。
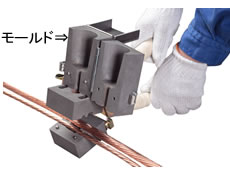
銅撚線の汚れ、油、水、錆は取除き、できるだけ、バーナーで予熱して、 曲がり等のくせを直します。クランプによりモールドを開き、線溝に銅撚線を挿入した後、クランプで締付けます。
銅撚線の汚れ、油、水、錆は取除き、できるだけ、バーナーで予熱して、 曲がり等のくせを直します。クランプによりモールドを開き、線溝に銅撚線を挿入した後、クランプで締付けます。
(3)パウダー
ルツボ部の底にディスクを落して湯口を塞いでからパウダーを静かに入れ、表面を平らにならします。

(4)点火剤の装填
スプーン一杯の点火剤をパウダー上に平均にかけ、さらに、ルツボ上部の縁に少量を置きます。

(5)点火・燃焼
モールドのフタを閉じ、フリントガンでルツボ上部の縁に置いた点火剤に点火します。燃焼は2-3秒で終ります。

(6)燃焼中のパウダー
燃焼が終ったらモールドの留め金を緩め、ルツボ部を開いて、付着したスラグをウエスできれいに取り除き、次回の溶接作業に備えます。

2.カプセルタイプ
(鉄管に38mm2迄の銅撚線を溶接する場合の例)
(1)溶接用工具
イ、テイカウエルド®.CT型モールド
口、NO.10、NO.15カプセル
ハ、フリントガン
口、NO.10、NO.15カプセル
ハ、フリントガン

(2)準備
鉄管の溶接部を約φ30mm程度研磨器で磨き、塗装や錆、汚れを完全に取り除き、地肌を出します。

(3)モールドの取付け
施工前にバーナー等でモールド全体を予熱して下さい。溶接不良の原因となります。
管の溶接部に、モールドの溶接空洞部がくるようにモールドを取付け、モールドの線溝に銅撚線を挿入します。。
管の溶接部に、モールドの溶接空洞部がくるようにモールドを取付け、モールドの線溝に銅撚線を挿入します。。

(4)カプセルの装填
カプセルのフタを取って、モールドのルツボ部に装填します。

(5)点火・燃焼
フリントガンの引き金を引いたら速やかにモールドからフリントガンを離してください。燃焼時の火花により、火傷の危険があります。
フタの開口方向に人がいないこと、引火する可能性のある物品がないことを確認してください。
フタの開口方向に人がいないこと、引火する可能性のある物品がないことを確認してください。

(6)完成したボンドおよびモールドの掃除
次の溶接作業に備えて、モールドに付着したスラグを取除きます。

写真はCT型の場合です。WT型(鉄管にφ2.6mm迄の銅線を溶接する場合)の溶接手順もCT型と同じです。 (但し、フリントガンはフタがついているWT用フリントガンとなります。)